Whey: don’t throw it a - ’whey’ - it’s a win-win scenario
Whey or whey permeate, once the poor relation, is now welcomed with open arms in at factories in Umea: extra supplies of whey permeate from the company’s other plants in northern Sweden are maximising the already high biogas production and, in turn, significantly minimising operating costs, primary energy requirements and thus environmentally damaging CO2 emissions.
The sweet whey or its ultra-filtered permeate gained during the cheese-making process is a high-energy by-product. The chemical oxygen demand (COD) is used as the unit of measurement for the energy content. The COD is a measure of the oxygen consumption during the oxidative reaction of all the organic compounds found in the whey. These are converted into biogas by anaerobic bacteria in a chain reaction which consists of 60-70% usable methane in terms of energy. In order to be able to make this biological conversion process technically usable, the bacteria are stabilised in reactors (gas-tight steel or concrete tanks).
The Biomar process produces approximately 22.5 m³ of biogas per ton of raw whey or whey permeate, the equivalent of 150 kWh of energy.
Biogas: Tomorrow’ s clean energy source
Before the gas produced can be fed back into the dairy’s energy cycle, it must be treated, i.e. dried and desulphurised, to protect the parts of the plant utilising the gas from sulphuric acid corrosion. To produce hot water, steam or electricity, it can then be transferred to a biogas boiler, a steam generator or a combined heat and power unit for use. This significantly reduces operating costs and improves the CO2 balance. The production of biogas is accompanied by a reduction in the greenhouse gas carbon dioxide as the utilisation of biogas means that expensive fossil fuels such as natural gas, fuel oil or coal can be avoided.
The Biomar AWR process for whey treatment and biogas production at Norrmejerier: the sustainable, added-value technology of the future
The fact that not everything that leaves the Norrmejerier dairies is cheese is demonstrated by the new anaerobic AWR process with a high-performance sludge separator for recovering sludge, specially designed for treating whey.
“Many European dairies are turning what was a problem of disposal into a unprecedented source of energy,” says Thomas Weißer, Director of the Biomar division at EnviroChemie. “Operating costs fall right from the start. In fact, nothing can beat the energy efficiency of the Biomar AWR process.”
Approximately 300 m³ of whey or whey permeate is generated every day at Norrmejerier by the cheese-making process. This is fed into the biological treatment plant together with a small proportion of highly polluted wastewater generated during production. Following fat separation, slightly polluted wastewater bypasses the plant and enters the sewage system.
The fat present in the wastewater, largely due to rinsing processes, was previously then separated from the wastewater. But with the conversion to the AWR process, this is now a welcome co-substrate in the fermentation process. An organic biological filter removes any smells generated by the process.
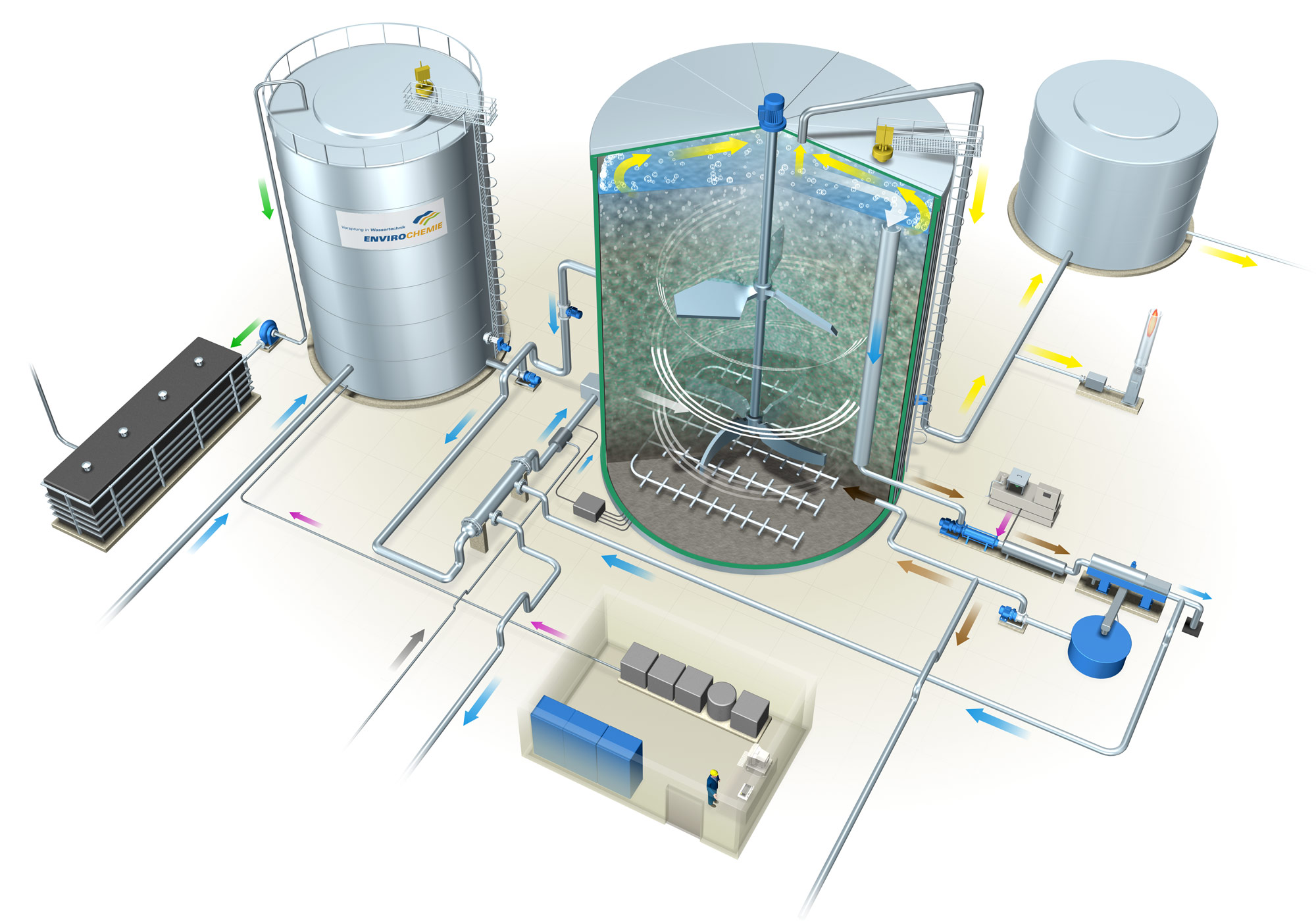
The Biomar® AWR whey treatment plant consists of the following stages:
- pretreatment
- conditioning in the plant
- anaerobic methanation of the organic ingredients
- separation and recirculation of the biological methane bacteria required for this